Kızılötesi lambalar: Tünel fırın kurutmasında "kara bir teknoloji"
Endüstriyel üretim sektöründe, tünel fırın kurutması, ürün kalitesini belirlemede çok önemli bir adımdır.ve düşük enerji tüketimi, kızılötesi lambalar yavaş yavaş kurutma sürecinde vazgeçilmez bir çekirdek ekipman parçası haline geldi.Tünel fırın kurutma operasyonlarının temel bileşenini tartışacağız. Kızılötesi lambası. Ve endüstriyel kurutma alanında nasıl bir "verimlilik hızlandırıcısı" haline geldiğini göreceğiz..
Tünel fırın ekipmanlarında kızılötesi lambaların uygulanması
Tünel fırın ekipmanlarında kızılötesi lambaların uygulanması, malzemeleri doğrudan ısıtmak için kızılötesi radyasyonu kullanan sürekli kurutma veya fırınlama teknolojisidir.
Geleneksel sıcak hava dolaşım ısıtması ile karşılaştırıldığında, "yönlü radyasyon ısı transferi" ile malzemelere doğrudan etki eder ve düşük termal verimlilik gibi sorunları çözür.Yüksek enerji tüketimi, uzun ön ısıtma süresi, yanlış sıcaklık kontrolü ve karmaşık iş parçalarının eşitsiz ısıtılması.
Kızılötesi lambaların üç temel avantajı
Tünel fırınlarının çalışmasında, kızılötesi lambalar sadece "sıcaklama elemanları" değil, daha akıllı bir rol oynarlar:
(1) Yüksek verimli penetrasyon, "iç ve dış" ısıtma elde eder
Geleneksel ısıtma genellikle dışarıdan ısıyı içeri aktarır ve bu da kolayca "dışarıda yanık, içeride yumuşak" bir fenomene neden olur.son derece güçlü bir nüfuz gücüne ve enerji dönüştürme verimliliğine sahiptir, malzemeleri derinlerde ısıtmasına izin verir, böylece yüzey aşırı ısınmasını önler.
İlke: Kızılötesi radyasyon maddenin moleküllerine doğrudan etki ederek moleküler titreşimlere ve ısı üretmesine neden olur.
Etki: Malzeme hem içeriden hem de dışarıdan aynı anda ısıtılarak nemin veya çözücülerin içten dışarı hızlı bir şekilde göç etmesine izin verilir.Lityum pil elektrotlarının veya kalın kaplamaların kurutulmasında, iç hava baloncuklarını tuzağa düşüren yüzey film oluşumunu etkili bir şekilde önler.
(2) Keskin eşleşme kurutma kalitesini artırır.
Farklı malzemeler farklı dalga boylarında kızılötesi ışığı emer. Kızılötesi lambalar uygun dalga boyunu seçerek kesin, hedefli ısıtma sağlayabilir.
Kısa dalga (kırmızıötesi yakın): Son derece hızlı yanıt ve derin nüfuz, metal kaplamalar ve otomotiv boyası gibi hızlı ısıtma gerektiren uygulamalar için uygundur.
Orta/uzun dalga (uzak kızılötesi): Deformasyon veya yanmayı önleyen plastik, ahşap, gıda veya kağıt gibi ısıya duyarlı malzemeler için uygun hafif ısıtma.
(3)Anında kullanıma hazır, enerji tasarrufu ve tüketimi azaltma
Tünel fırınlarında, zaman paradır. Kızılötesi lambaların aşırı derecede düşük termal hareketsizlikleri vardır.
Ön ısınma gerekmez: Geleneksel direnç tel fırınlarının aksine, uzun süre ısınma gerektiren nominal güç, çalıştırıldıktan sonra saniyeler içinde elde edilir.
Senkron kontrol: Üretim hattı durduğunda, lambalar enerji israfını ve ürünlerin aşırı pişirilmesini önleyerek ısıtmayı derhal durdurur.Veriler, geleneksel bir ısıtma tünelini uzak kızılötesi tüneline dönüştürmenin kurulum gücünü %30-45 oranında azaltabileceğini göstermektedir.
Uygulanabilir Senaryolar: Çoklu Alanları Kapsayacak Çok yönlü Bir Çözüm
Tünel fırınlarında yaygın olarak kullanılan kızılötesi lambalar, ısı sıkma gerektiren neredeyse tüm endüstrileri kapsar:
Baskı ve ambalajlama: Kağıt ve film üzerinde mürekkep kurutma. Kızılötesi ışınlar doğrudan mürekkep katmanına etki ederek kağıdın yüksek sıcaklıklar nedeniyle kırışmasını önler ve kurutma hızını %50'den fazla artırır.
Elektronik Endüstrisi: PCB devre kartı lehimlenmesi, elektronik bileşen yapıştırıcı sertleştirme ve lityum pil elektrot kurutma.
Otomobil Boyası: Metal parçaların boyanması ve kurutulması.
Gıda ve İlaç Endüstrisi: Ekmek ve bisküviler gibi fırında pişirilmiş ürünlerin boyanması ve kurutulması, tarım ürünlerinin hızlı dehidrasyonu ve et ürünlerinin yüzey sterilizasyonu.
Günümüzde maliyet azaltma ve verimliliği artırma arayışında, doğru ısıtma yöntemini seçmek çok önemlidir.Ama üretim felsefesinde bir devrimEndüstriyel kurutma alanında daha hızlı hızlar, daha düşük enerji tüketimi ve daha iyi kalite ile temel gücünü göstermektedir.
Panel mobilya üretim hatlarında, kenar bantlama bir ürünün görünümü için tartışmasız anahtardır. Kenar bantlama düzgün uygulansa bile, zamanla soyulursa, çıkarsa veya tutkal çizgileri kararınca, ürünün genel kalitesi anında düşer.
Birçok fabrika sahibi ve marangoz şu sorularla dertlidir: Kenar bantlama kışın neden düşme eğilimindedir? PUR tutkal neden bu kadar yavaş kürlenir?
Aslında, bu sorunları çözmenin anahtarı genellikle kenar bantlama makinesinin göze çarpmayan bir bileşeninde yatar: kızılötesi lamba. Bugün, kenar bantlama işlemlerindeki kritik rolünü açıklayacağız.
I. Kenar Bantlama Makinelerinde Kızılötesi Lambaların Üç Anahtar Rolü
Geleneksel kenar bantlama işlemlerinde, ısı rolünü göz ardı ederek genellikle sadece tutkal uygulamaya ve preslemeye odaklanırız. Kızılötesi lambaların eklenmesi üç temel sorunu etkili bir şekilde çözmektedir:
(1) Kenar Bantlamadan Önce Ön Isıtma: Sıcaklık Farklılıklarını Ortadan Kaldırma ve Yanlış Yapışmayı Önleme
Soğuk mevsimlerde (veya atölye sıcaklıklarının düşük olduğu durumlarda), panellerin yüzeyi genellikle soğuktur. Sıcakta eriyen yapışkan doğrudan uygulandığında, yapışkan soğuk panele temas ettiğinde anında soğur, bu da düşük akışkanlığa ve ahşap gözeneklerine nüfuz edememesine neden olarak yanlış yapışmaya yol açar.
• Kızılötesi Işınların Rolü: Yapışkan uygulamadan önce, kızılötesi lambalar panellerin kenarlarına temassız ön ısıtma sağlar.
• Etki: Panellerin yüzey sıcaklığını hızla yükseltir (genellikle 60°C-100°C'ye), yüzey nemini giderir ve daha sonra uygulanan yapışkanın optimum akışkanlığını korumasını sağlayarak ağaç kökleri gibi ahşap damarlarına nüfuz etmesine olanak tanır.
(2) Kenar Bantlamadan Sonra "Hızlandırıcı": Anında Kürlenme Kaymayı Önler
Yüksek kaliteli kenar bantlama için PUR yapışkan (poliüretan sıcakta eriyen yapışkan) kullanıldığında, kürlenme süresi büyük bir endişe kaynağıdır. Kenar bantlamadan hemen sonra paneller istiflenir veya paketlenirse, yapışkan henüz kurumamış olur ve kenar bantlama şeridinin kaymasına veya yapışkan çizgisinin deforme olmasına kolayca neden olur.
• Kızılötesi Radyasyonun Rolü: Kızılötesi radyasyonun nüfuz etme gücünü kullanarak, kenar bantlama şeridi ve yapışkan katmanı için yardımcı ısıtma veya kürleme ışınlaması sağlar.
• Sonuçlar: İlgili ahşap işleme uygulaması verilerine göre, uygun kızılötesi ısıtma, yapışkanın yapışmaz süresini %20'den fazla (örneğin, 4 saatten 3 saatten aza) kısaltabilir. Bu, panellerin bir sonraki işleme daha hızlı geçebileceği, atölyedeki devam eden işlerin birikimini önemli ölçüde azalttığı anlamına gelir.
(3) Düzensiz Şekilli Kenar Bantlama İçin "Yumuşatıcı": Kenar Bantlamayı Daha Uyumlu Hale Getirme
Kavisli, yuvarlak veya düzensiz şekilli panelleri işlerken, düz kenar bantlama şeritlerinin önemli ölçüde bükülmesi gerekir. Kenar bantlama şeridi (özellikle PVC veya ABS malzemeler) çok sertse, zorla bükme geri tepmesine neden olarak nihayetinde yontulmaya veya ayrılmaya yol açar.
• Kızılötesi Radyasyonun Rolü: Preslemeden önce kenar bantlama şeridini yumuşatır.
• Etki: Kızılötesi ısı, kenar bantlama şeridine anında nüfuz ederek onu yumuşatır ve elastikiyetini artırır. Bu, kenar bantlama şeridinin pres silindirinden geçerken panelin kenarını daha yakından sarmasını sağlayarak karmaşık eğrilerde bile mükemmel bir uyum elde edilmesini sağlar.
II. Neden Kızılötesi Radyasyon Kullanılmalı?
Belki sorabilirsiniz: Bir ısı tabancası kullanamaz mıyım?
Kenar bantlama makineleri gibi yüksek hızlı ekipmanlarda, kızılötesi radyasyonun sıcak havaya göre yeri doldurulamaz avantajları vardır:
• Son derece hızlı tepki: Kenar bantlama makineleri tipik olarak dakikada 10-20 metre hızla çalışır. Sıcak hava ısıtması genellikle bir gecikmeye sahiptir, oysa kızılötesi lambalar (özellikle kısa dalga kızılötesi) milisaniyeler içinde tepki verebilir, anında ısıtır ve ısıtma alanını hassas bir şekilde kontrol eder.
• Yüksek enerji verimliliği: Sıcak hava kolayca dağılır, sadece havayı ısıtır; kızılötesi radyasyon doğrudan nesneyi (panel veya kenar bantlama şeridi) ısıtır, bu da daha yüksek termal verimlilik ve uzun vadede daha fazla enerji tasarrufu sağlar.
• Yapışkan uygulamasına müdahale etmez: Güçlü sıcak hava bazen kürlenmemiş yapışkanı karıştırarak düzensiz yapışkan çizgilerine neden olabilir; kızılötesi radyasyon radyatif ısıtmadır, sessiz ve stabildir ve yapışkan uygulama sürecine müdahale etmez.
III. Kaçınma Rehberi: Kenar Bantlama Makinenizin Yükseltilmeye İhtiyacı Olup Olmadığını Nasıl Belirlersiniz?
Fabrikanızda sık sık aşağıdaki sorunlarla karşılaşıyorsanız, kenar bantlama makinenizin kızılötesi ısıtma sistemini kontrol etmeniz veya yükseltmeniz önerilir:
• Kışın sık kenar bükülmesi: Sıcaklık düştüğü anda kenar bantlama şeridi soyulmaya başlar.
• PUR yapışkanının yavaş kürlenmesi: Kenar bantlanmış panellerin kesilmeden önce uzun süre istiflenmesi gerekir, bu da çok yer kaplar.
• Düzensiz şekilli parçalar için yüksek hurda oranı: Kavisli kapı panelleri yaparken, kenar bantlama şeridi her zaman geri teper ve düşer.
IV. SonuçGünümüzün "tüm ev özelleştirme" kalitesi arayışında, kenar bantlama sadece kenarları kapatmak değil, onları sağlam ve güzel bir şekilde kapatmaktır.
Kızılötesi lamba kenar bantlama makinesinde sadece küçük bir bileşen olsa da, "sıcaklık farkı ayrılması" ve "kürlenme verimliliği" sorunlarını çözmek için altın bir anahtardır. Doğru ısıtma yöntemini seçmek, mobilyalarınızdaki kenar bükülme sorunlarına veda etmenizi ve kaliteyi bir sonraki seviyeye taşımanızı sağlayacaktır!
.gtr-container-whs789 {
font-family: Verdana, Helvetica, "Times New Roman", Arial, sans-serif;
color: #252525;
line-height: 1.6;
padding: 16px;
max-width: 100%;
box-sizing: border-box;
}
.gtr-container-whs789 p {
font-size: 14px;
margin-bottom: 1em;
text-align: left !important;
word-break: normal;
overflow-wrap: normal;
}
.gtr-container-whs789 .gtr-section-title {
font-size: 18px;
font-weight: bold;
margin-top: 1.5em;
margin-bottom: 1em;
text-align: left;
}
.gtr-container-whs789 ol {
list-style: none !important;
padding-left: 25px;
margin-bottom: 1em;
counter-reset: list-item 1;
}
.gtr-container-whs789 ol li {
position: relative;
margin-bottom: 0.5em;
padding-left: 20px;
font-size: 14px;
text-align: left !important;
}
.gtr-container-whs789 ol li::before {
content: counter(list-item) "." !important;
position: absolute !important;
left: 0 !important;
font-weight: bold;
color: #252525;
width: 20px;
text-align: right;
}
@media (min-width: 768px) {
.gtr-container-whs789 {
padding: 24px;
max-width: 960px;
margin: 0 auto;
}
.gtr-container-whs789 .gtr-section-title {
margin-top: 2em;
margin-bottom: 1.2em;
}
.gtr-container-whs789 ol {
padding-left: 30px;
}
.gtr-container-whs789 ol li {
padding-left: 25px;
}
.gtr-container-whs789 ol li::before {
width: 25px;
}
}
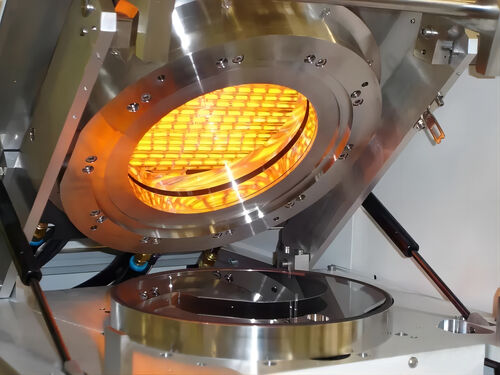
Bir wafer, yarı iletken wafer veya silikon wafer olarak da bilinir, yarı iletken endüstrisinde yaygın olarak kullanılan temel malzemelerden biridir. Wafer ısıtma, entegre devrelerin ve diğer yarı iletken cihazların üretiminde wafer üzerinde gerekli termal işlemlerin gerçekleştirilmesini amaçlayan yarı iletken üretim sürecinde kritik bir adımdır. Organik maddeyi ve baloncukları giderir, malzemeleri aktive eder, şekilleri ayarlar, malzeme yapılarını iyileştirir ve silikon waferin yüzey saflığını ve kalitesini sağlar. Bu işlem sırasında, waferin çeşitli uygulamalarda daha iyi performans göstermesini sağlamak için tipik olarak belirli bir sıcaklığa eşit şekilde ısıtılması gerekir, böylece sonraki işlem adımları kolaylaştırılır veya optimize edilir.
Silikon Wafer Üretiminde Isıtma Adımları
Isıtma, silikon wafer üretim sürecindeki en önemli adımlardan biridir ve birçok işlem adımını içerir, genellikle aşağıdaki yönleri kapsar:
Kristal Büyütme: Kristal büyütme sürecinde, silikon malzemenin eritilmesi ve belirli bir sıcaklığa kadar ısıtılması gerekir. Sıcaklık ve zaman kontrol edilerek, silikon malzeme kristalleştirilir ve yavaş yavaş bir kristal haline getirilir.
Wafer Kesme: Büyütülen kristal, ince dilimler halinde kesilmelidir. Kesme işlemi sırasında, kesme kalitesini ve silikon waferin bütünlüğünü sağlamak için silikon waferin ısıtılması gerekir.
Yarı İletken İşleme: Silikon wafer bir wafer haline kesildikten sonra, temizleme, biriktirme, litografi, aşındırma ve iyon implantasyonu gibi birden fazla işlem adımını içeren yarı iletken işleme gereklidir. Farklı işlem adımları, ilgili işlevlerini tamamlamak için farklı ısıtma sıcaklıkları ve zamanları gerektirir.
Tavlama: Yarı iletken işlemede, kafes kusurlarını gidermek ve kristal kalitesini iyileştirmek için tavlama gereklidir, yani waferi belirli bir sıcaklığa kadar ısıtıp belirli bir süre tutarak kristaldeki kusurların giderilmesini sağlamak.
Wafer ısıtma işlemi sırasında, tüm wafer boyunca tutarlı cihaz performansını sağlamak için wafer yüzeyindeki sıcaklık dağılımının mümkün olduğunca homojen olması gerekmektedir. Eşitsiz sıcaklık dağılımı, cihaz performansında farklılıklara yol açabilir ve ürün kalitesini etkileyebilir. Isıtma için bir kızılötesi radyasyon cihazı kullanılarak, ışık wafer üzerine odaklanır ve istenen sıcaklığa hızla ısıtılır, bu da sadece birkaç saniyeden on saniyeye kadar sürebilir. Sıcaklık aşırı yükselmesini veya yetersizliğini azaltmak için ısıtma gücünü hızla yanıtlar ve ayarlar, işlem sorunlarına neden olabilecek sıcaklık dalgalanmalarını etkili bir şekilde önler, ısıtılan yüzeyin ortalama kızılötesi radyasyon enerjisi almasını sağlar ve eşitsiz sıcaklığın neden olduğu olumsuz işlem kalitesi sorunlarını etkili bir şekilde azaltır.
Kızılötesi Radyasyon Cihazlarının Avantajları
Geleneksel ısıtma yöntemleriyle karşılaştırıldığında, kızılötesi radyasyon cihazlarının aşağıdaki önemli avantajları vardır:
Yüksek Kontrol Hassasiyeti: Hassas sıcaklık kontrolü, wafer üretim kalitesini büyük ölçüde artırır;
İyi Termal Homojenlik: Homojen ısıtma sıcaklığı dağılımı, yüksek verimlilik ve hızlı yanıt;
Enerji Tasarrufu ve Çevre Koruma: Isıtma işlemi sırasında oluşan ısı esas olarak nesnenin yüzeyinde yoğunlaşır, bu nedenle tüm havayı ısıtmaya gerek yoktur, enerji israfını azaltır ve ayrıca egzoz gazı ve diğer kirleticiler üretmez. Daha çevre dostu bir ısıtma yöntemidir.
Kızılötesi ısıtma lambaları, küçük boyut, hızlı ısıtma ve hassas ısıtma gibi avantajlar sunarak, otomotiv endüstrisinde plastik kaynak, iç kompozit malzeme kalıplama, yapıştırıcı aktivasyonu ve toz kaplama kürleme gibi uygulamalarda yaygın olarak kullanılmaktadır.
Kızılötesi bir radyasyon yayıcı (ışık kaynağı) tarafından yayılan kızılötesi ışınlar, moleküler (atomik) rezonans yoluyla malzemeler tarafından emilir ve böylece nesneyi ısıtır. Eşleşen dalga boyu ve seçici penetrasyonu ile kızılötesi ısıtma, bir nesnenin yüzeyini doğrudan ve yönlü olarak belirli bir derinliğe kadar ısıtır ve bu da onu ısıtma, kurutma ve kürleme için oldukça etkili bir yöntem haline getirir. Youhui kızılötesi lambaları sadece geniş yüzey alanlarını ısıtmakla kalmaz, aynı zamanda işlem gereksinimlerine göre yerel, eğimli iş parçalarını hassas bir şekilde ısıtmak için özel şekillendirilebilir (3D).
Ana uygulamalar:
(1)İç parçalar: A, B ve C sütunları, bagaj, gösterge paneli, kapı panelleri, iç kapı paneli çerçeveleri, güneş siperlikleri
(2)Dış parçalar: Tekerlek kapakları, tamponlar, farlar, dikiz aynaları, lamba kapakları, tavan, cam
(3)Koltuklar: Yüzey kırışıklıklarının giderilmesi, ray ve sırtlık kaynağı
(4)Motor sistemi: Plastik filtreler, ses yalıtım pamuğu, kapakların iç kaynağı, kapakların iç kapakları, radyatörler, fren hidroliği rezervuarları, sıvı kapları, su depoları, yakıt depoları, hava kanalları vb.
Uygulama Örnekleri:
(1) Bir Araba Fabrikasının Boyama Hattının Kızılötesi Kurutma Tadilatı: Geleneksel boyama kurutma işlemlerinin düşük verimliliği ve yüksek enerji tüketimini gidermek için fabrika, kaplama kurutma işlemini kızılötesi ısıtma ile tadil etti. Çok bölgeli bir kızılötesi radyasyon yayıcı düzeni benimsendi ve kaplama kalınlığına göre eşleşen kızılötesi dalga boyları kullanıldı; örneğin, kalın kaplamalar için kısa dalga kızılötesi, yüzey kurutma için ise uzun dalga kızılötesi kullanıldı. Tadilattan sonra, kaplama kuruma süresi 3 dakikaya düşürüldü, enerji tüketimi geleneksel işleme göre %40 azaldı ve boya kabarcıkları ve renk farklılıkları gibi kusur oranı önemli ölçüde azaldı, bu da üretim hattının verimliliğini büyük ölçüde artırdı.
(2) Bir Araba Tamirhanesinde Kızılötesi Boya Kabini Uygulaması: Daha önce, tamirhane, uzun pişirme süreleri ve yüksek enerji tüketiminden muzdarip olan geleneksel bir boya kabini kullanıyordu. Daha sonra, kızılötesi radyasyonun doğrudan pişirilecek araba gövdesi üzerinde etki etmesini sağlayan kızılötesi ısıtmalı bir boya kabini tanıtıldı. Tadilattan sonra, pişirme süresi geleneksel işlemin yarısına düşürüldü ve tek bir pişirme döngüsü sadece 1 saat sürdü. Bu, sadece tamirhanenin tamir işlerini ele alma yeteneğini artırmakla kalmadı ve potansiyel ekipman arızalarını azalttı, aynı zamanda kızılötesi lambaların gürültü veya elektromanyetik radyasyon olmadan çalışması nedeniyle atölyenin çalışma ortamını da optimize etti.
Hava konveksiyon ısı transferi gibi geleneksel ısıtma yöntemleriyle karşılaştırıldığında, kızılötesi ısıtma, otomotiv boyamada önemli avantajlar sunar:
Enerji tasarruflu ısıtma: Yakın kızılötesi ısıtma lambaları, elektrik enerjisinin %95'ini ısıya dönüştürür ve bu, geleneksel yöntemleri büyük ölçüde aşar.
Çevre dostu: Kızılötesi radyasyon ısıtma çevre dostudur, hızlı açma/kapama yapılmasını sağlar ve radyasyon kaybını en aza indirir. Bu temiz, yeşil ve güvenli ısıtma yöntemi, ithal ve yerli kaynaklı yüksek kaliteli kuvars tüpler kullanır, korozyonu, soyulmayı ve ısıtılan nesne veya ortam için zararlı gazların veya kokuların oluşmasını engeller. Yüksek kaliteli kuvars tüpler, yüksek sıcaklıklarda mükemmel plastisiteye sahip, yüksek sıcaklığa dayanıklı bir malzemedir, tüp patlamasını önler ve çok yüksek bir güvenlik seviyesi sağlar.
Uzun ortalama ömür: Isıtma elemanı ürünlerinin ortalama ömrü 5000 saate ulaşır ve hatta daha uzun ömürler müşteri gereksinimlerine göre tasarlanıp üretilebilir. Orta dalga ısıtma 20.000 saate ulaşabilir.
Yeni ısıtma yöntemi: Çevredeki havayı ısıtmadan doğrudan nesneye ısıtma; nesneler doğrudan bir vakum ortamında ısıtılabilir. Bu, geleneksel ısıtma yöntemlerinde ısı kaynağı ile ısıtılan nesne arasındaki ısı transferi sırasında meydana gelen ısı kaybı sorunlarını önler.
Kızılötesi radyasyon ısıtma kullanırken, ısıtılan nesnenin emilim spektrumuyla eşleşen uygun bir kızılötesi dalga boyu seçmek daha iyi sonuçlar verir. Örneğin, kısa dalga kızılötesi radyasyon, kaplama yüzeyine daha etkili bir şekilde nüfuz eder ve aynı anda içten dışa ısıtır.
Kızılötesi radyasyon ısıtma sistemi, üretim hattına kolayca entegre edilebilir. Mekanik bileşenler, kızılötesi reflektörler ve bir kontrol sistemi aracılığıyla, harici kızılötesi radyasyon ısıtma ve üretim işlemleri eşzamanlı olarak kontrol edilebilir.
Kontrolü kolay: Yüksek kaliteli kuvars tüplerin hızlı tepki süresinden ve son derece düşük termal ataletinden yararlanarak, ısıtma işlemi hızlı ve doğru bir şekilde kontrol edilebilir. Isıtma işleminin (modül) güç çıkışı, mükemmel sıcaklık kontrolü sağlayarak 0-100% arasında keyfi olarak ayarlanabilir.
Kullanımı basit, kurulumu kolay, düşük maliyetli bakım ve değiştirme.
Otomotiv üretim sürecinde, kızılötesi radyasyon ısıtma, kurutma ve kürleme için zaman kazandıran ve uygun maliyetli bir yöntemdir ve ayrıca bazı önemli süreçlerde bileşen kalitesini artırmaya yardımcı olabilir. Gelecekte, kızılötesi radyasyon ısıtma daha fazla bileşen için ve hatta tüm araç üretim süreci için kullanılacak ve bu da önemli pazar potansiyeli olduğunu göstermektedir.
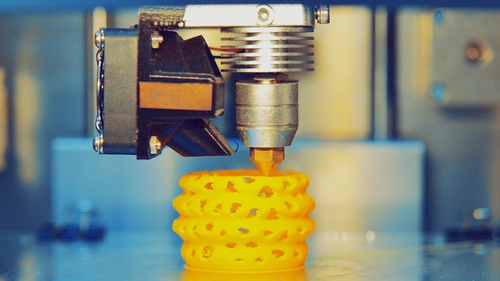
Kızılötesi ısıtma borularının 3 boyutlu baskıda uygulanması endüstri süreçlerini geliştirdi ve 3 boyutlu baskıın hızlı gelişimini daha da teşvik etti.Şu anda, malzeme ekstrüzyonu, polimer katkı üretici veya 3 boyutlu baskıda en yaygın kullanılan teknolojidir.
Bu işlem genellikle erimiş çökme modelleme veya erimiş tel imalatı olarak adlandırılır ve esas olarak termoplastik malzemelerin, polimer karışımlarının,ve kompozit malzemeler.Ancak bu üretim sürecinin dezavantajları da vardır. Bunlar, bu bileşenlerin fonksiyonel kullanımının mekanik anisotropy ile sınırlı olabilmesidir.Yapım yönünde (z yönünde) sürekli katmanlar arası basılı bileşenlerin dayanıklılığı, eşdeğer düzlemdeki dayanıklılıktan (x-y yönünde) önemli ölçüde daha düşük olabilir.Bu, esas olarak baskı katmanları arasındaki zayıf yapışkanlıktan kaynaklanır.Ve bu sonuçun nedeni, alt tabakanın bir sonraki tabakayı depolamadan önce cam geçiş sıcaklığından daha düşük bir sıcaklığa sahip olmasıdır..Cam geçiş sıcaklığı, metallere benzer bir erime noktası olarak anlaşılabilir, ancak plastikler için bu bir aralık.Yeni malzemeleri depolamadan hemen önce basılı tabakanın yüzey sıcaklığını artırmak için kızılötesi ısıtma kullanmak, bileşenlerin katman arası dayanıklılığını artırabilir.
Toz yatağının kızılötesi radyatör kullanılarak önceden ısıtılması kritik bir adımdır.
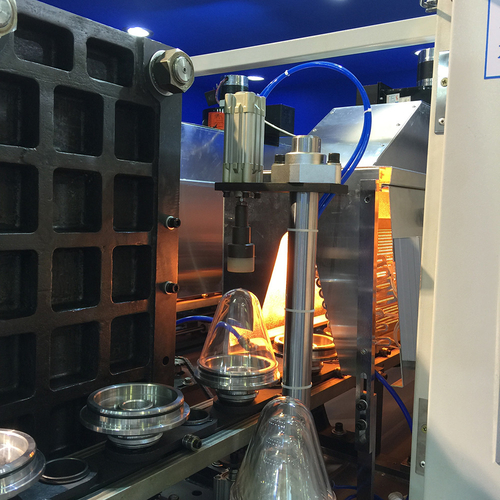
İçecek şişesi üretim hattı
● Davanın geçmişi: Büyük bir içecek üreticisinin birçok içecek şişesi üfleme üretim hattı var.Aynı derecede ısıtma gibi sorunları olan, yüksek enerji tüketimi ve düşük üretim verimliliği.
● Uygulama etkisi: Kızılötesi ısıtıcı lambalar takıldıktan sonra,Şişe preformlarının hızlı ve tekdüze ısıtılması, kızılötesi lamba borusunun dalga boyunu ve enerji çıkışını kesin bir şekilde kontrol ederek elde edilir., şişe kalınlığının tutarlılığını önemli ölçüde iyileştirir ve ürün kalitesini artırır.ve üretim verimliliği çok daha iyi.
Bir şişe üfleme makinesine uygun bir kızılötesi ısıtıcı lamba seçerken, aşağıdaki yönleri dikkate almak gerekir:
Dalga boyu
●Eşleşen preform malzemesi: Farklı plastik preform malzemelerinin kızılötesi radyasyon için farklı emici özellikleri vardır.PET plastik şişe preformları genellikle dalga boyu aralığında iyi emici etkiler gösterir..2 μm ile 1.5 μm arasında. Bu dalga boyu aralığında bir kızılötesi ısıtıcı lamba seçmek hızlı ısıtıma ve verimli enerji kullanımına ulaşmayı sağlayabilir.
●Isıtma derinliği gereksinimleri: Kısa dalga kızılötesi (0,75-1.4um) güçlü bir nüfuz gücüne sahiptir, bu da preform'u içten dışarı eşit bir şekilde ısıtır.Preform ön ısıtma ve şekillendirme aşaması için uygundur, yüksek hızlı baskı ekipmanlarının kurutulması ve sertleştirilmesi, plastik üfleme ve kaynaklama vb.
Güç
●Isıtma alanının büyüklüğünü düşünün: Şişe üfleme makinesinin ısıtma alanının büyüklüğüne ve ön form sayısına göre gücü seçin.Isıtma alanı büyük ve birçok preform var, yeterli ısı kaynağı ve tekdüze ısıtma sağlamak için yüksek güçlü ısıtıcı lambalar gerektiriyor. Büyük bir ısıtıcı alanı olan büyük boş bir kapı üfleme makinesine 3000W'dan fazla bir ısıtıcı lamba gerekebilir.
●Üretim hızına uyum sağlayın: Hızlı üretim hızıyla,ısıtıcı lambanın, preform için uygun darbe kalıplama sıcaklığına ulaşmak için kısa bir süre içinde yeterli ısı sağlayabilmesi gerekir.Yüksek güçli ısıtıcı lambalar veya birden fazla ısıtıcı lamba seti yüksek hızlı üretim hatları için seçilmelidir.
Lamba malzemesi
●Kuvars cam: İyi şeffaflığa ve yüksek sıcaklığa dayanıklılığa sahiptir, deformasyon olmadan yüksek sıcaklıklara dayanabilir,ve kızılötesi radyasyonun etkili iletimini ve istikrarlı ısıtmayı sağlayabilirKızılötesi ısıtma lambaları için yaygın olarak kullanılan bir malzemedir.
●Tungsten tel: Bir filament malzemesi olarak, yüksek erime noktasına, yüksek direncine ve diğer özelliklere sahiptir ve enerji aldıktan sonra hızla ısı ve kızılötesi radyasyon üretebilir.Yüksek ısıtma verimliliğine sahiptir ve hızla ısıtma lambasının çalışma sıcaklığına ulaşabilir.
Yansıtıcı katman
● Gelişmiş ısıtma etkisi: Yansıtıcı katmanlara sahip kızılötesi ısıtıcı lambalar, preform tarafından emilmemiş kızılötesi enerjiyi preform yüzeyine yansıtabilir.Isıtma verimliliğini artırmak ve enerji israfını azaltmakAlüminyum alaşımı veya seramik kaplama gibi yansıtıcı katman malzemesi, yaklaşık% 95 yansıtıcılığa ulaşabilir.
● Isıtma eşitliğini optimize etmek: Yansıtıcı tabakanın şeklini ve açısını makul bir şekilde tasarlayarak, kızılötesi ışınların preform üzerinde daha eşit şekilde yayılması mümkündür.Yerel aşırı ısınmanın veya yetersiz ısınmanın önlenmesi, bu da şişe gövdesinin kalitesini ve tutarlılığını artırmaya yardımcı olur.
Marka ve Kalite
● Piyasa itibarı: Farklı markaların kızılötesi ısıtıcı lambalarını seçmek genellikle ürün kalitesinin ve performansının daha iyi olmasını sağlar.USHIO ve Philips gibi markalar şişe üfleme makinesi endüstrisinde yüksek bir tanınma ve iyi bir üne sahiptir..
● Kullanım süresi: Kaliteli ısıtıcı lambaların uzun bir kullanım süresi vardır, bu da ekipmanların durma sürelerini ve lambaların değiştirilme sıklığını azaltır ve bakım maliyetlerini azaltır.Bazı ışık tüplerinin kullanım ömrü 5000 saatten fazla olabilir., bu da işletmeler için sıradan ışık borularına kıyasla daha fazla zaman ve maliyet tasarrufu sağlayabilir.
Kontrol sistemi uyumluluğu
● Düzenlenebilir: Sıcaklama lambası, güç ayarını doğru bir şekilde gerçekleştirmek için şişe üfleme makinesinin kontrol sistemiyle uyumlu olmalıdır.Bu, farklı preform malzemelerine göre ısıtma sıcaklığının ve zamanının esnek ayarlanmasına olanak tanır., özellikleri ve üretim süreci gereksinimleri, preformlar için en iyi ısıtma etkisini sağlar.
● Yanıt hızı: Hızlı yanıtlı ısıtma lambası, üretim sürecinde preformun sıcaklık değişikliklerine göre çıkış gücünü zamanında ayarlayabilir,Üretim verimliliğini ve ürün kalitesini artırmakÖrneğin, bazı kısa dalga kızılötesi ısıtıcı lambalar 1-3 saniye içinde hızla ısıtabilir veya soğutabilir, böylece ısıtma sürecinin kontrolü daha esnek hale gelir.